
المان های مهم در تیوبینگ و مونتاژ اتصالات مهره و فرول ( Tube Fittings )
در مورد دستور عمل نصب و مونتاژ اتصالات و شیرآلات تیوبینگ شبهه هات و محدودیتهای بسیاری وجود دارد.
ما بر آنیم، که با استفاده از تجربه و دانش تخصصی خود بتوانیم بسیاری از مجهولات و مشکلات را برطرف نماییم
در کنار عرضه محصولات ارجینال و با کیفیت بتوانیم به عنوان یک مشاور و تامین کننده در خدمت متقاضیان و یوزهای خود باشیم.
در تیوبینگ المان های متغییر بسیاری وجود دارند که تاثیر مستقیمی بر روی نحوه مونتاژ و نشتی قطعات دارند.
المان های تاثیر گذار شامل قطر جدار خارجی ( Outer Diameter ) ، ضخامت تیوب ها ، پرداخت و صیغل سطوح ، سختی تیوب و اتصالات و دیگر موارد هستند.
بیشتر مواقع دلیل نشتی ایجاد شده ناشی از عدم مونتاژ صحیح و سفت نکردن مهره و فرولها به اندازه لازم میباشد.
این اتفاق معمولا زمانی اتفاق میفتاد ؛ که مهندس مونتاژ کار با اینکه تجربه لازم رو ندارد ، مراحل مونتاژ و سفت کردن مهره را با حس و احساس دست خود انجام میدهد و موجب نشتی و هزینه مجدد میگردد.
مونتاژ با کمک از احساس دست ، در سفت و مونتاژ کردن نیاز به تجربه بسیار دارد.
جهت بدست آوردن این تجربه در ابتدا باید از شاخصی به نام Gap Gauge استفاده نمود و میزان دقیق و صحیح این میزان را تجربه نمود.
پس از انجام چندین باره مونتاژ آزمون آن با Gap Gauge و مونتاژ کاری اتصالات با سایز ، ضخامت ، پرداخت سطح خارجی و متریال مختلف شخص با تجربه بدست آمده و حس دست خود میتواند عمل مونتاژ را بدون Gap Gauge و یا هر شاخص دیگر انجام بدهد.
بررسی های لازم و پرکاربرد قبل و بعد از تیوبینگ و لاین کشی
- یکی از موارد حائز اهمیت بررسی میزان سختی متریال تیوب هست که باید نرم تر از فرولها باشد.
- در واقع HARDNESS اتصالات و تیوب به ترتیب باید از عدد بیشتر به کمتر برخوردار باشند که توان لازم جهت گرفتن و نگه داشتن تیوب را داشته باشد.
- تیوب را از حیث شکل ظاهری ، سایز ، ضخامت مورد بازرسی قرار میدهیم.
- بررسی سطح خارجی و عدم وجود فرورفتگی ، خراش بیش از حد و یا برآمدگی روی تیوب که موجب لیک مخصوصا در سرویسهای گاز میگردند.
- بیضی شدگی تیوب هر چقدر هم محدود موجب نشتی میگردد.
- برآورد و تخمین اتصالات ، شیرآلات و تجهیزات لازم قبل از شروع مونتاژ بسیار پر اهمیت هست .
- طول تیوب باید به گونه ای باشد که تیوب در داخل بدنه و برروی Shoulder داخلی اتصال واقع گردد.
- محل قرار گیری تجهیزات از قبیل شیرآلات ، اتصالات ، نشانگرها ، سنسورها ، ترانسمیترها و دیگر موارد باید به گونه ای باشد که دسترسی لازم جهت سرویس های ادواری ، تعمیرات و خوانایی لازم را داشته باشد.
- اطمینان از معبر صحیح برای تیوبها و عدم تداخل و دسترسی با دیگر تجهیزات
به طور مثال ؛ جلوگیری از عبور لاین از مقابل پنل تجهیزات که موجب عدم ایمنی و دسترسی میگردد.
- یکی دیگر از معابر پر خطر عبور لاین در ارتفاعات پاگرد و نرده ها هستش ، که موجب برخورد ناخواسته اپراتورها و افراد در هنگام عبور میگردد و خطرات ایمنی جبران ناپذیری را به وجود می آورد.
- استفاده مناسب از ساپورت یا کلمپ ها در طول لاین یکی از نکات کلیدی میباشد .
- استفاده صحیح و استاندارد از ساپورت ها یا نگه دارنده های تیوب موجب طول عمر طولانی تر تجهیزات و تیوب ها میگردند چرا که ، با دفع لرزشها و تنش ها مانع از وارد شدن ضربات و تخریبهای آن میگردد.
مراحل شروع و انجام تیوبینگ
اولین مرحله جهت انجام تیوبینگ تهیه نقشه کامل از جزییات پروژه ، موقعیت ، موانع و دیگر المان هاست و در ادامه جانمایی تمامی تجهیزات میباشد.
به کمک این نقشه و نیاز پروژه لیست ملزومات مورد نیاز را استخراج نموده و شروع به تامین متریال را انجام میدهیم.
نحوه برش به وسیله تیوب کاتر ( TUBE CUTTER ) دستی
برای شروع طول تیوب های مورد نیاز از هر سایز رو بررسی مینماییم و درصورت نیاز به قطعات کوچک تر برش میدهیم.
به صورت مرسوم تیوب های صاف یا STRAIGHT دارای طول ۶ متر هستند و تیوب های کویل ( COILED TUBE ) وابسته به سایز و ضخامت تا ۴۵۰ متر و یا بیشتر طول دارند ، که جهت انجام کار نیاز به برش پیدا میکنند.
بهترین ابزار جهت انجام برش تیوب استفاده از تیوب کاتر میباشد.
به دلیل سختی تیوب ها استنلس استیل ، تسریع و سهولت در برش ما تیوب کاتر های مناسب تیوب های استنلس استیل را پیشنهاد میکنیم .
متاسفانه اکثر تیوب کاتر های موجود در بازار ایران مناسب تیوبهای مسی و جدار نازک هستند و به همین دلیل دارای عمر کوتاهی هستند و تیغه ( WHEEL BLADE ) آنها بسیار سریع نابود میگردد.
این مجموعه در جهت سهولت انجام این کار اقدام به عرضه تیوب کاترهای ( Tube Cutter ) مناسب برای استنلس استیل نموده است .
این تیوب کاتر دارای ابعادی عضلانی ، رول بیرینگ و تیغه بسیار سخت و برنده و حتی تیغا یدکی هستند.
برش با استفاده از تیوب کاتر ( Tube Cutter )
حال به تشریح نحوه برش به وسیله آن میپردازیم ، در ابتدا مقدار تیوب مورد نیاز رو مارک و علامت گذاری میگردد.
پس از آن تیوب را بر روی رول بیرینگ ها قرار میدهیم و شروع به سفت کردن دسته مینماییم و تا زمانی که Wheel Blade بر روی تیوب قرار گیرد ادامه میدهیم.
پس از آن با هر بار گردش تیوب کاتر به دور تیوب شروع به سفت کردن دسته مینماییم ، میزان سفت کردن دسته حدودا ۱/۱۶میباشد.
نکته حائز اهمیت ، سفت نکردن بیشتر از حد دسته و وارد نکردن فشار بیش از حد به تیوب ها میباشد.
چرا که این فشار زیاد موجب بیضی شکل شدن و متورم شدن تیوب و در نتیجه نشتی میگردد.
شایان ذکر است ، در شرایط عدم دسترسی به تیوب کاتر میتوان از اره به عنوان جایگزین استفاده نمود.
استفاده از DEBBURING و اصلاح مقطع برش خورده
پس از انجام برش حال نوبت به اصلاح و پلیسه گیری مقطع برش خورده میرسد.
جهت انجام تیوبینگ بدون نشتی و به نحو احسنت Debburing را فراموش نکنیم.
پس از برش معمولا سطح برش خورده کمی اریب و به صورت عامیانه پخ میگردد و در ظاهر اینطور دیده میشود که ضخامت تیوب بیشتر شده است.
جهت تیوبینگ تیوبهای استنلس استیل و آلیاژهای دیگر با سختی مشابه Debburing فلزی پیشنهاد داده می شود.
به دلیل عدم وجود ابزار ارجینال و متناسب ، ما بر آن شدیم این ابزار را از بهترین برندها عرضه کنیم که جهت دسترسی به آن لطفا <کلیک> بفرمایید.
نحوه پرس و قرار گرفتن تیوب لاین به اتصال
در این مرحله تیوب رو از داخل مهره و فرونت و بک فرول عبور میدهیم و در داخل نشیمنگاه بدنه قرار میدایم.
همانطور که در بخش تشریح اتصالات دو فرول در مورد محاسن اتصالات دو فرول پرداختیم . استفاده از این نوع اتصال به دلیل وجود فرول دو بخشی بسیار ایمن تر و قابل اعتماد هستش و در شرایط ویبره و تغییرات دمایی تنشها رو بهتر دمپ میکنند.
حال شروع به انجام سه مرحله اصلی می نماییم
- تیوب را تاجای امکان به داخل مجموعه بدنه و مهره و فرولها وارد میکنیم تا بر روی لبه یا Shoulder داخل بدنه اتصال قرار بگیرد.
- پس از آن در حالی که تیوب داخل قرار دارد کمی با دست مجموعه مهره را سفت میکنیم.
- سپس بر روی موقعیت ساعت ۶ علامت گذاری و با ثابت نگه داشتن بدنه و استفاده از آچار متناسب سایز مهره شروع به سفت کردن به اندازه یک دور و ربع تا ۲۰ مینماییم.
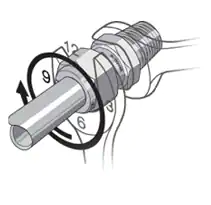
- یک نکته مهم و متفاوت در سایزهای ۱/۸اینچ ، ۱/۱۶ اینچ ، ۲میلیمتر ، ۳میلیمتر و ۴ میلیمتر وجود دارد.
- برای مونتاژ سایزهای مذکور ، موقعیت ساعت سه را علامت گذاری میکنیم و به اندازه ۳/۴ دور شروع به سفت کردن میکنیم.
- پس از انجام این کار با استفاده Gap Inspection Gauge درستی مونتاژ را مورد سنجش قرار میدهیم.
نحوه کار به گونه ایست ، مطابق سایز قسمت تیوبینگ اتصال باید از Gap Gauge متناسب با آن سایز استفاده نمود.
هنگامی که Gap Gauge را بین حد فاصل بدنه اتصال و مهره ی آن قرار بگیرد مشخص میگردد که انجام پروسه کامل نبوده و نیاز به سفت کردن بیشتر وجود دارد .
در صورتی که Gap Gauge وارد فاصله بین مهره و بدنه نگردد ، نشان از انجام صحیح و کامل شدن مونتاژ مینماید.
نکات پرکاربرد در انجام تیوبینگ با کیفیت تر
- بهتر است تا انتهای عمل مونتاژ تیوب را با دست نگه داریم و مانع از خروج تیوب از داخل بدنه ، مهره و فرولها گردد .
- جهت سهولت و ایمنی بیشتر بهتر است بدنه اتصال را بر روی گیره بسته و عمل مونتاژ را انجام دهیم.
- ابزاری به نام Preswaging Tools وجود دارد که قابلیت بسته شدن بر روی گیره دارد و به کمک آن میتوان پرس مهره و فرول ها بر روی تیوب را به راحتی انجام داد.
نحوه کار به گونه ایست که ؛
ابتدا به کمک آن مهره و فرول و بک فرول را بر روی تیوب پرس میکنیم.
سپس مهره را دمونتاژ کرده و مجموعه مهره و فرولهای پرس شده بر روی تیوب را به بدنه مورد نظر اتصال میدهیم.
در آخرین مرحله تنها کافیست ، برای آخرین بار آچارکشی رو انجام دهیم و مونتاژ تکمیل می گردد.
- درصورت عدم دسترسی به Preswaging Tools میتوان بدنه یک اتصال را جایگزین آن نمود و عملیات پرس تمام اتصالات مورد نظر را بر روی آن انجام داد.
- این مورد موجب افزایش سرعت مونتاژ و عدم صدمه دیدن بدنه اتصال های دیگر در هنگام پرس میگردد.
- تا سرحد امکان از میکس و ترکیب فرول ، مهره و بدنه با برندهای مختلف در اتصال بپرهیزید .
- یعنی به طور مثال، در صورتی که بدنه با برند S-LOK باشد ، ملزم به استفاده از مهره و فرول برند S-lok هستیم.
دلیل این اجبار عدم وجود استاندارد مرجع و یکسان سازی در تیوبینگ میباشد و هر برند معمولا طراحی مختص به خود را بر روی اتصالات و شیرآلات اعمال میکنند .
البته برخی برندها سعی بر کپی برداری از طراحی برندهای مطرح و برتر دارند.
در صورت عدم دسترسی به مهره و فرول از برند یکسان با وجود شباهت کامل میتوان از آن برند استفاده نمود.
- یکی از راههای افزایش ایمنی و کاهش هزینه استفاده از اتصالات کمتر و تیوبینگ یکپارچه میباشد.
- به گونه ای که هنگامی که نیاز به ایجاد خم داریم به جای استفاده از اتصال زانویی با استفاده از لوله خم کن متناسب خم لازمه را ایجاد نماییم.
- تجربه یکی از مهمترین موارد مهم در انجام تیوبینگ منحصرف به فرد و درجه یک میباشد.
- به صورتی که با استفاده از لوله خم کن و ایجاد زوایای مختلف تیوب ها را بدون برخورد بایکدیگر از روی هم و یا کنار هم عبور دهیم و این مورد بدون داشتن تجربه و تمرین بسیار امکان پذیر نیست.
- جهت دسترسی به اطلاعات بیشتر به صفحه کاتالوگ ها مراجعه فرمایید.
- جهت استعلام قیمت با ما در تماس باشید.
- برای دسترسی به محصولات به فروشگاه اینترنتی مراجعه بفرمایید
- دسترسی به مقالات و ویدئو های بیشتر به بخش مقالات مراجعه بفرمایید.
برخی از برندهای رتبه برتر در تولید اتصالات تیوبینگ به شرح زیر می باشند.
- SWAGELOK ساخت آمریکا
- PARKER ساخت آمریکا و انگلیس
- HOKE ساخت آمریکا
- HANSUN / S-LOK ساخت کره جنوبی
- HY-LOK ساخت کره جنوبی




